Whether you’re creating a component for the defense industry or a custom aftermarket part for a luxury car, cost and quality are always critical. Deciding on the right manufacturing process impacts those factors and is an essential consideration at the early design stages.
Get it wrong, and it will end up costing you time, money, and possibly your reputation.
While there is a large variety of casting methods, this is an overview of the four most commonly used ones. They are:
- Sand casting
- Investment casting
- Continuous casting
- Centrifugal casting
Below are the steps involved in each method. You’ll also find information on the materials each process is best for, the applications and industries who use it most, and the advantages and disadvantages (including costs).
Sand casting
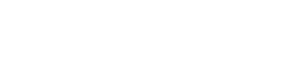
Sand casting is a widely used casting method and, as the name suggests, uses sand as the mold material. The molds can form castings with fine details on the exterior and the inner core, which means it’s a process that provides a lot of flexibility.
How it works
Sand casting has six main steps:
- Mold – Sand is filled into two mold halves. A replica of the external casting shape is made, placed in the sand, and packed around the pattern. The replica is then removed, leaving a cavity to make the casting product. This process is repeated for each casting’s interior features (cores).
- Clamp – The mold is prepared for pouring the molten metal by first lubricating the surface to ensure easy removal. Then cores are positioned, and the mold halves are clamped together tightly.
- Pour – Molten metal is poured into the mold, filling the entire cavity, including all channels. The pouring can be either manual or automated but must be done quickly to prevent any metal solidification.
- Cool – As the metal cools, it will solidify, forming the cavity shape. The cooling time depends on the thickness of the casting walls and the metal’s starting temperature.
- Remove – The sand is broken and removed to release the metal casting. Typically, this is called a shakeout because the machine used vibrates and shakes the sand off the casting.
- Trim – Excess material left from the removal process will need to be removed or trimmed from the casting. This is done manually by using a type of saw or with a trimming press machine.
Materials
Sand casting can be used with almost any alloy, including those with very high melting points. But, according to CustomPartNet, an online product design and sourcing resource, the four most common materials are:
- Aluminum alloys
- Brass alloys
- Cast iron
- Cast steel
Advantages and disadvantages
| Advantages | Disadvantages |
| Relatively low production costs and post-finishing costs | High labor costs due to required cleaning and finishing needed for an acceptable quality part |
| Can create very complex parts and virtually any size component | A high degree of porosity happens during the process creating a low-strength part |
| Short lead times mean it’s ideal for short production runs | Low dimensional accuracy means no assurance of parts fitting together |
| Most metal material will work with the process giving the designer lots of choices | Surface defects are unavoidable due to process resulting in shrinkage and porosity |
Industries and products
Sand casting is versatile and a well-understood casting method. It’s used in many industries requiring intricate part design in various sizes. It is often used for gears, pulleys, machine bases, crankshafts, and propellers.
Investment casting
Known for its precision, investment casting can make highly accurate castings even with intricate details.
How it works
The investment casting method is best explained as an eight-step process.
- Pattern – A specialized mold maker or sculpture artist makes the master pattern and ensures a double shrinkage allowance to accommodate material shrinkage.
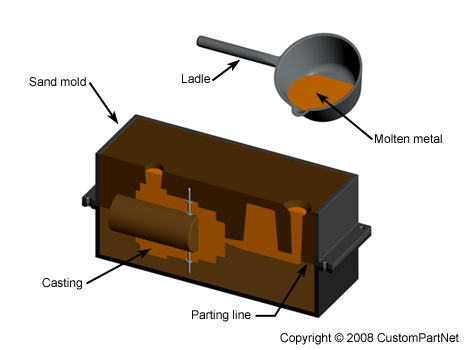
- Mold – The master die is made by casting or machining and used to create wax patterns that fit the master pattern. (advanced machining can make this step needless)
- Pour – Molten wax is poured into the master die and left to harden. This process is repeated until reaching the desired thickness. (3D printing may replace this step)
- Assemble – Molten alloy reaches the mold through channels called a sprue. Many patterns can be attached to a central sprue to create a cluster (tree).
- Coat – It’s dipped in a fine refractory material (slurry), then drained to form an even top layer called a “prime coat.” This is repeated to create additional strength.
- De-wax – Once cured, the refractory material mold is turned upside down and placed in an oven where the wax melts off, and other residues will vaporize.
- Cast – The mold will be reheated to a molten state, poured into a hollow mold, and left to cool.
- Finish – Once solidified, the mold is broken using various techniques, and the metal casting is removed then sent to the required finishing processes.
Materials
Investment casting offers almost unlimited freedom in terms of materials. But, the most common materials used include aluminum alloy, cast iron, and non-ferrous alloys. The process is particularly suited for high-temperature alloys.
Advantages and disadvantages
| Advantages | Disadvantages |
| Careful selection of sand and material choices can lower costs | The many steps involved make it more expensive than other processes |
| Maintains excellent detail and accuracy with minimal additional machining | The high costs of molds to create patterns limits production to large quantities |
| Production is swift and creates tight tolerances | Needs specialized equipment and refractory material, which also raises costs |
| Smooth finish, large range of sizes, and is available using many materials | Parts requiring holes smaller than 1.6 mm or are deeper than 1.5 in diameter are difficult to cast |
Industries and products
The industries that use this form of casting the most include energy generation, automotive, military, commercial, food services, and gas and oil. Products with complex shapes and/or cooling systems are examples of the type of application for this method.
Continuous casting
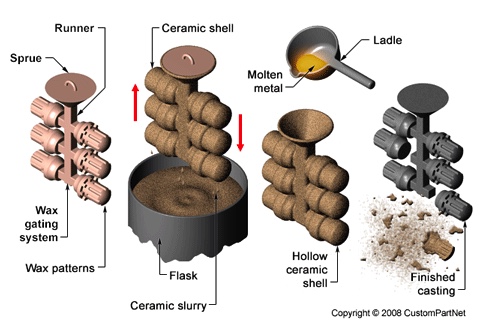
Continuous casting involves pouring molten metal into a unique mold with a specific two-dimensional profile but with no determined length. As it solidifies, it is pulled through and out the other end of the mold, which means it is (in theory) able to obtain any length.
How it works
The continuous casting process unfolds in five basic steps:
- Fill – Liquid metal is ladled into what is called a tundish. It uses gravity to push the material into the mold and continues the flow while the ladle refills.
- Form – The metal pours into a water-cooled mold. As it cools and partially solidifies, the primary tube shape is formed.
- Stretch – The semi-solid tube continues to be stretched until it reaches the desired thickness, all while the cooling persists in a secondary cooling stage.
- Straighten – The fully solidified shape is sent through straighteners to achieve its final dimensions.
- Finish – The finished products can then be wound into a roll, ready for storage.
Materials
Most often employed only for severe industrial applications, it is used to cast steel, iron, or other various alloys.
Advantages and disadvantages
| Advantages | Disadvantages |
| Can be cost-effective when used for reducing expensive machining processes | Needs significant upfront cost investment, resources, and planning to initiate |
| Mechanical properties are high and extremely reproducible | Limited to simple shapes |
| Low wasted metal because no sprue, runners, or risers are used | Not cost-effective for smaller production runs or prototypes |
| Produces good, reliable soundness in the manufactured part | It’s a method that requires a massive amount of space |
Industries and products
This casting method is used in commercial manufacturing to replace the traditional casting ingots process. Ingots are castings that can be rolled and stored easily for future processing.
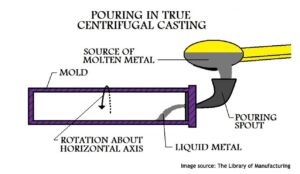
Centrifugal casting
Centrifugal casting involves pouring molten metal into a quickly rotating cylinder-shaped mold. The image below from The Library of Manufacturing shows how centrifugal force is created by the rapid rotation. That force pushes the metal towards the inside wall, where it cools and solidifies. The result is a fine grain tube that can be machined into various components.
How it works
- Melt – Material is heated to a high temperature and reaches a molten (liquid) state, and readied for the pouring phase. The amount poured controls the wall thickness.
- Pour – Next, the molten metal is poured into a rapidly rotating, cylinder-shaped mold as it slowly starts to cool down. The molten material is forced against the mold wall.
- Spin – The energy produced from the spinning forces the material to conform to the shape of the mold, and impurities collect in the inner regions of the cylindrical part.
- Remove – Pressure pushes impurities to the center of the rotation, which can now easily be removed, leaving pure, dense material behind.
- Finish -The end products produced are strong, defect-free, and can be machined to suit custom or standard size cylindrical requests.
Materials
Parts can be cast from ferrous metals such as low alloy steel, stainless steel, iron, or non-ferrous alloys such as aluminum, bronze, copper, magnesium, and nickel.
Advantages and disadvantages
| Advantages | Disadvantages |
| Yields high production cost-efficiency with no waste and few rejected parts | Foundry professionals with this method must be highly trained, resulting in some higher costs |
| Improves long tubular casting production because the core can be omitted | There are limitations when producing specialized shaped castings |
| Results in high density and high mechanical castings with few defects | The surface finish and dross collected can be pretty rough before the finishing processes |
| Works with a wide range of metals, including composite alloys | Not all alloys can be cast using the centrifugal casting method |
Industries and products
Some numerous industries and applications benefit from the centrifugal casting method. The process reliably yields a tubular shape with consistent strength and high material purity from roll bodies to centrifuges.
Which casting method is best for you?
You’re not alone with your need to choose a casting method that works best for your component. According to the American Foundry Society, about 90 percent of durable goods include casting products.
Each approach offers a specific process with benefits and trade-offs. The one best for your design ultimately boils down to your desired material and intended application.
The skilled engineers at Spuncast Centrifugal Foundry are happy to answer any questions you may have about our process. Moreover, we offer in-house heat treating, CNC machining, and metallurgist expertise no matter where you cast your part.
